Electric flap actuation is standard on the RV-7/7A. The power comes from a sealed motor/gear drive assembly between the seat backs, driving the flaps through a welded steel actuator and pushrods connected to the inboard end of the flaps. The flap mechanism is shown on DWG 33.
I began by drilling the holes in the clevis ends of WD-613-EF flap actuator to ¼”.
I drilled the holes in the F-680 block and sawed it in half.
I drilled the safety wire hole shown in Detail E and installed the rod end bearing and jam nut on the end of the ES-85615-157 flap motor shaft.
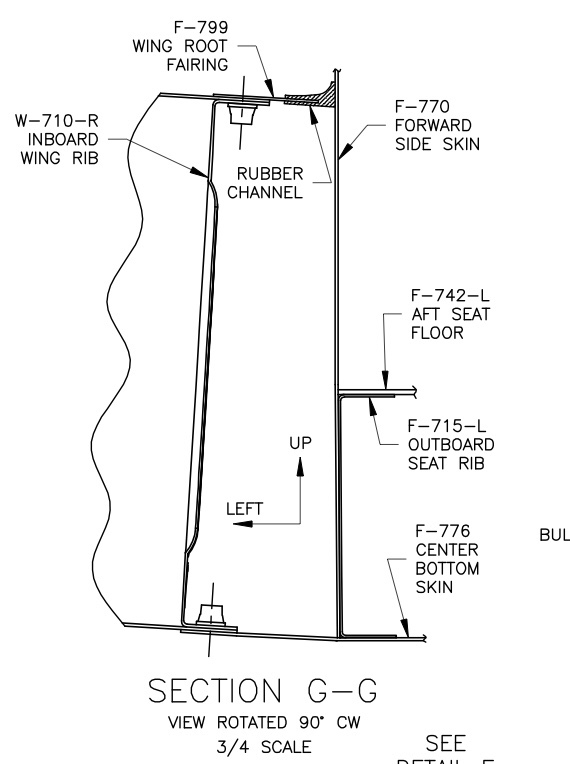
I installed the flap actuator in the baggage compartment using bearing blocks F-661-EF on the F-705 uprights and F680 in the center. The forward corner of the F-748 cover had to be notched to clear the F-680 block, so it can be removed without removing the block. I used the holes in the F-680 block as a template to drill the floor.
I made the F-766C plate, but drilled only the indicated index hole in it at this time.
I made the F-766B angle, the F-785B attach angle, the F-766D Spacer and F-767 Attach Plate. I pre-drilled the angles, but didn’t drill the attach plate.
I fit and riveted the F-758 bracket to the bottom end of the F-766A channel and installed the nutplates along the sides.
I centerlined the F-766C plate and match drilled it to the F-766A channel. I riveted the pieces together and drilled the bolt hole full size.
I fit and riveted the F-785B attach angle to the bottom of the F-785A backrest brace.
I temporarily screwed the F-758/766A assembly to the floor and clamped the F-767 attach plate to the top of the channel. I clamped the attach plate to the crosspiece of the F-705 bulkhead and adjusted it until it aligned with the pre-punched holes in the bulkhead. I drilled the F-767 to both the F-766A and the bulkhead.
I removed the channel and finished F-767 by fitting the nutplates and riveting them to the top of F-766A.
I installed the F-766 assembly in the fuselage.
Then I slid a bolt through the F-766B angle, the flap motor, the washer and the F-766D spacer referring to Section B-B’. I used a 12v battery to run the motor until the shaft was half way between its travel stops. Reversing the leads to the terminals made the motor run the other way.
When the shaft had stopped at half travel, I bolted the motor to the Wd-613-EF actuator arm, using the washers shown to center it in the clevis and installed safety wire as shown in Detail E. I rotated the arm and bracket until it rested against the inside of the F-766A channel and bolted the assembly to the channel. I then clamped the F-766B bracket to the channel and drilled it, using the holes in the channel as guides.
I removed the bracket from the motor and riveted it to the channel. I re-installed the motor, using the spacer, etc. on top as shown in Section A-A’ and was careful not to forget the cotter pin.
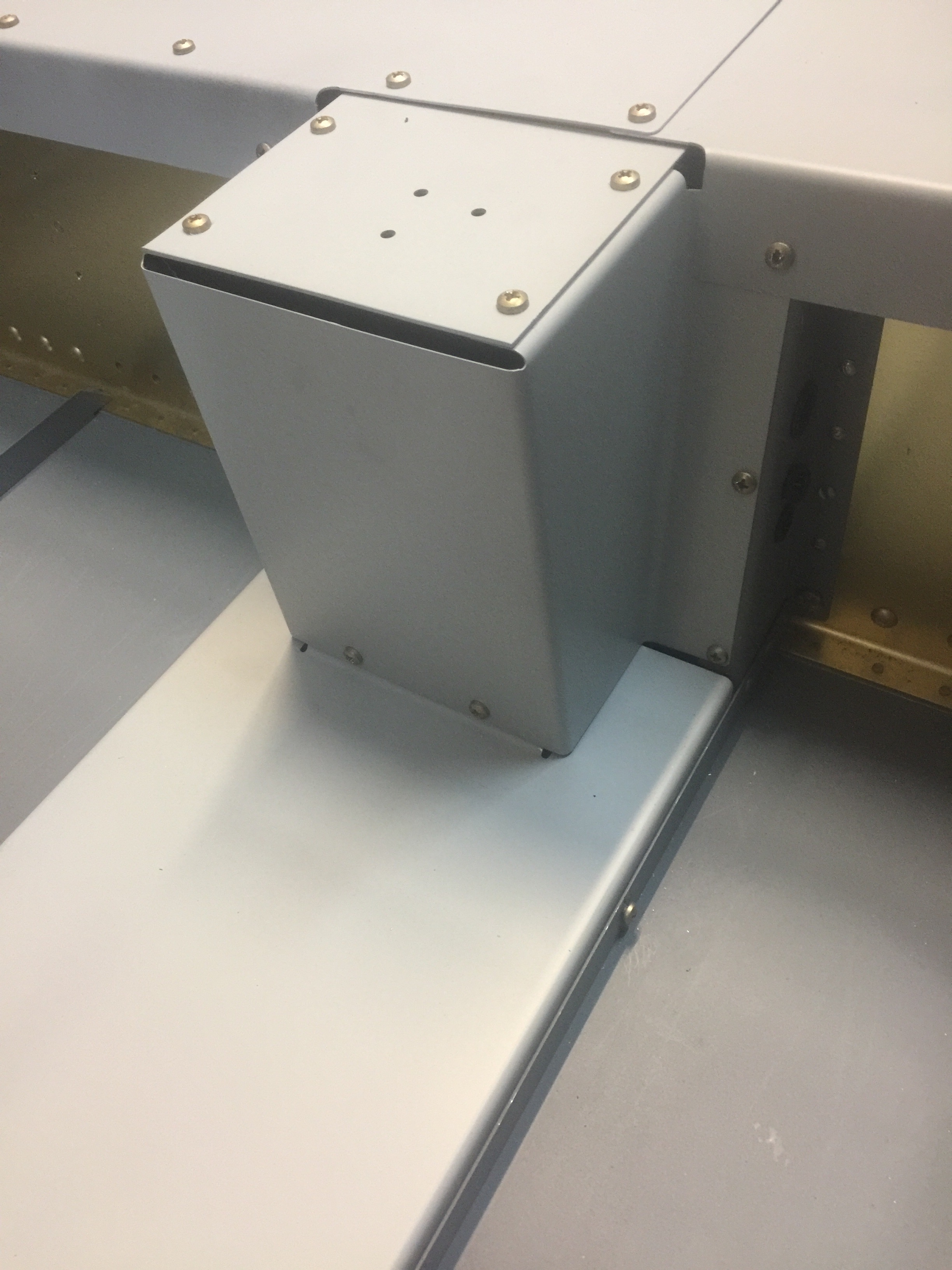
I installed the F-785A backrest brace and began fitting the F-760 Flap Actuator Covers. I matched the holes with nutplates in the F-766 channel, clecoed, and drilled the rear row of holes. I was able to enlarge the hole around the bolt head with a unibit. I drilled the backrest, using the side cover as a guide. I removed the backrest, installed the nutplates and re-installed it in the fuselage.
The final details of wiring and adjusting the F-759 pushrods were left until the wings and fuselage were joined.
Time: 14 hours.