The F-706 ring bulkhead is made of three pieces. The F-729 bellcrank rib, F-728 Bellcrank Channel, F-730 Plate and F-729C Angle all attach to the aft side of the F-706B Bulkhead Bottom.
I used a unibit to enlarge the rudder cable holes on all these bulkheads.
I made the F-729C angle.
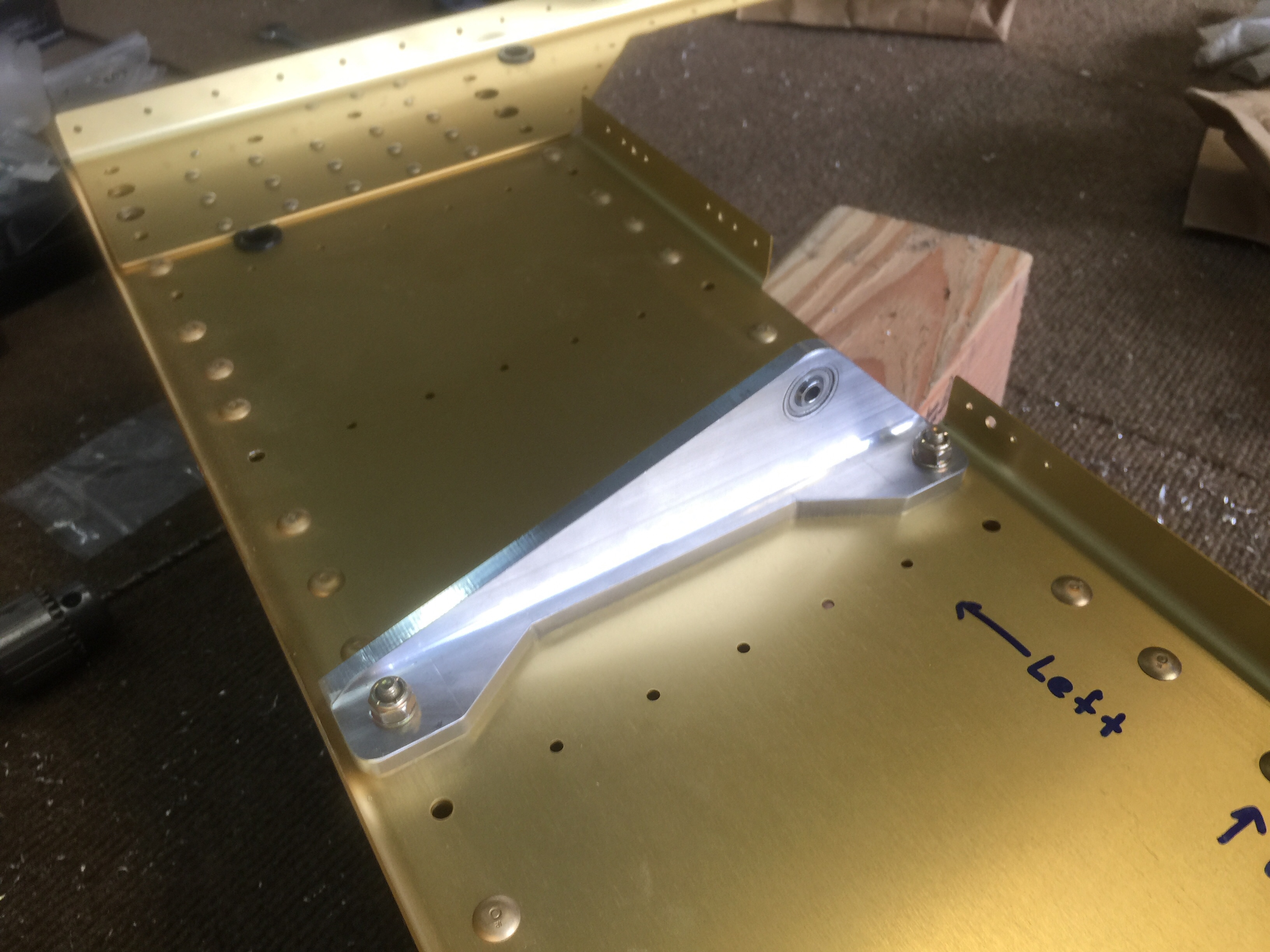
I then drilled and riveted the F-729A bellcrank rib and F-729B angle together. I was careful to drill the 1/4″ hole for the bellcrank pivot bolt.
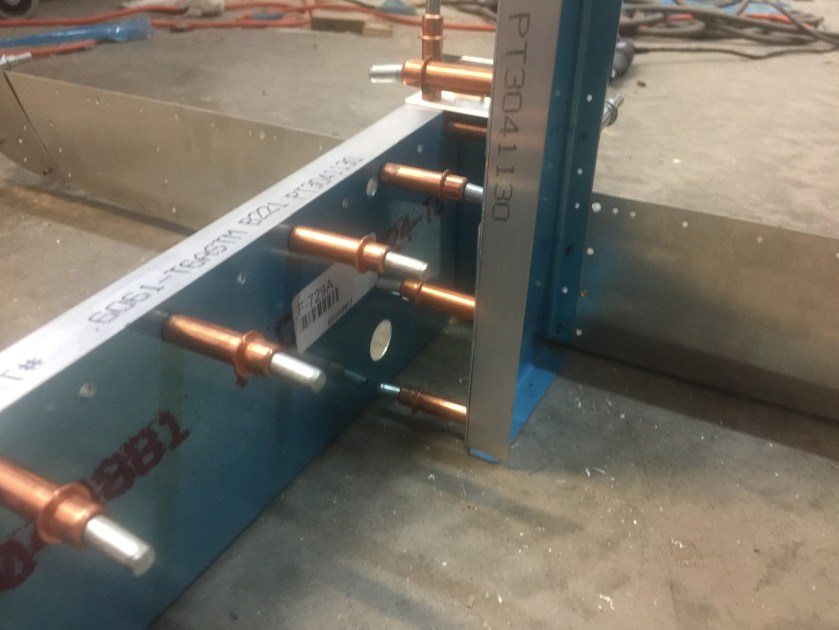
I drilled the F-728A Bellcrank Channel to the F-728B angle, but did not rivet them together yet.
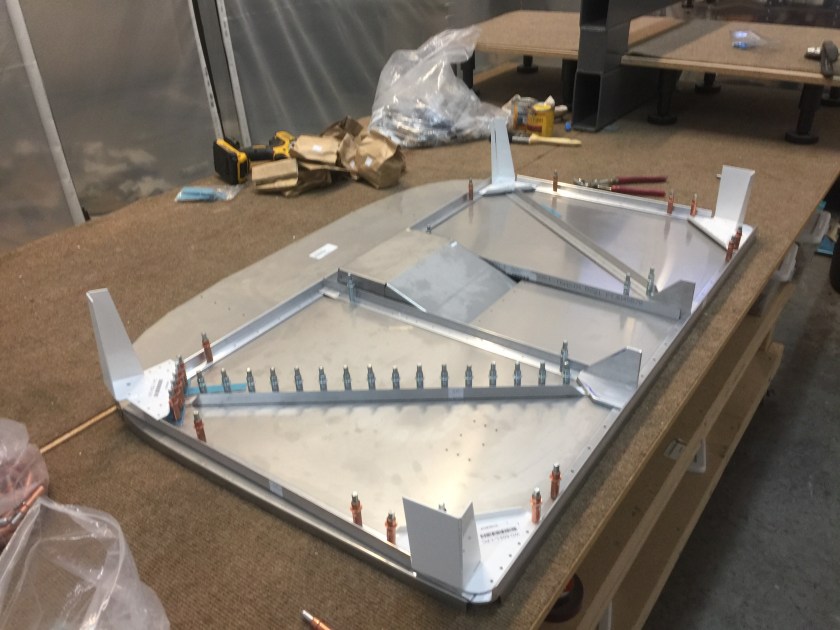
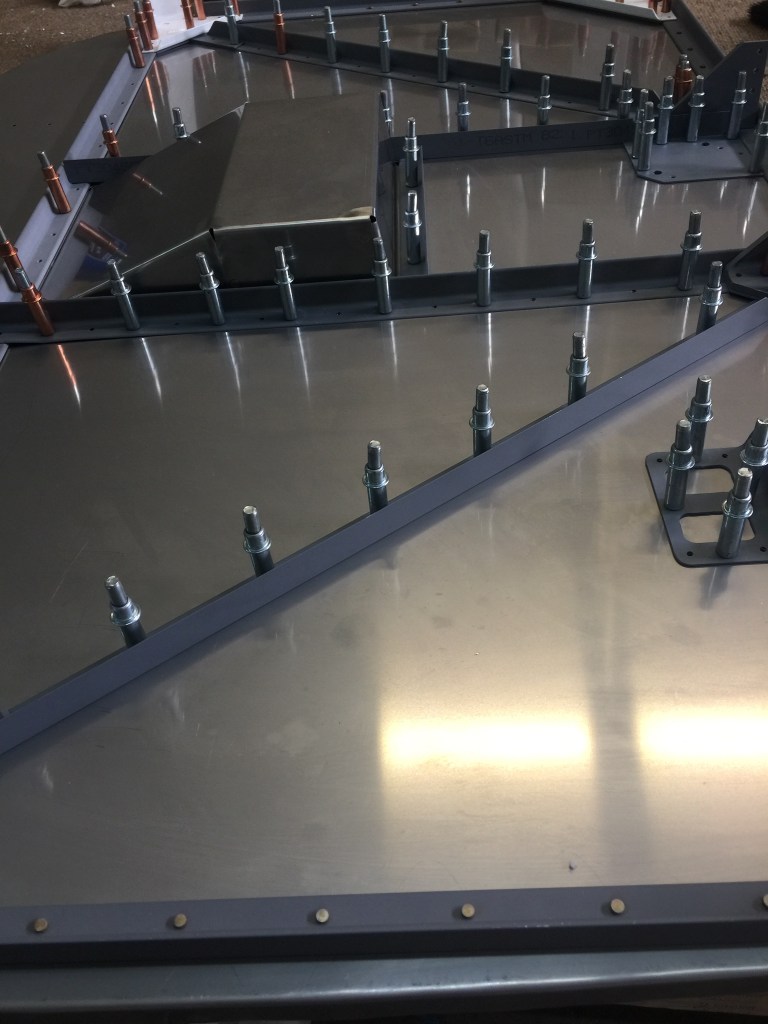
I began assembly of the bulkhead by drilling the F-730 plate, F-728, F-729C and F-729 rib to the F-706B Bulkhead Bottom. After deburring, I riveted the assembly together, except for the F-728 channel. I left that clecoed for now.


Time: 4 hours



 Time: 6 hours
Time: 6 hours