There is a definite order in installing the wing skins. First, the leading edge (built off the wing) is installed. Then the top main skins are installed. The wing is then rigid enough to remove from the stand and install the ailerons, flaps and work on the internal details. After that is complete, the wing is laid, top down, on a large table and the bottom skins are riveted.
WING SKIN PREPARATION AND ASSEMBLY
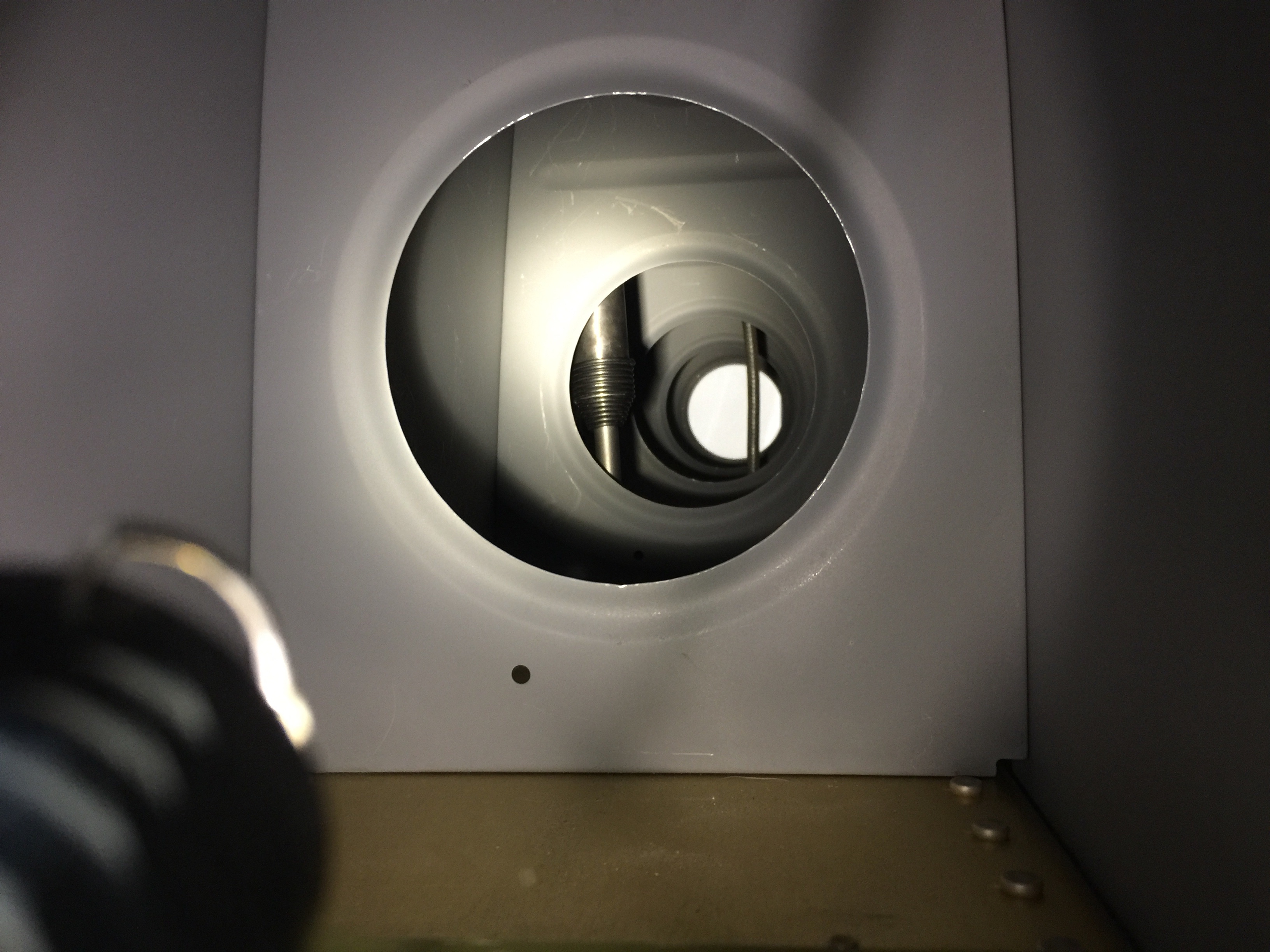
I removed the skins, deburred and dimpled them. I completed Steps 5-6 of the Stall Warning Installation Instructions by deburring and dimpling (the parts are riveted when riveting skins). I prepared the skeleton while it is still fastened to the stand. I drilled a 7/16″ hole in the left outboard leading edge skin and the left main spar flange for the pitot tube fitting. I dimpled the ribs with the pneumatic squeezer. The 0.063 main spar channel was too thick to dimple so it was machine countersunk.

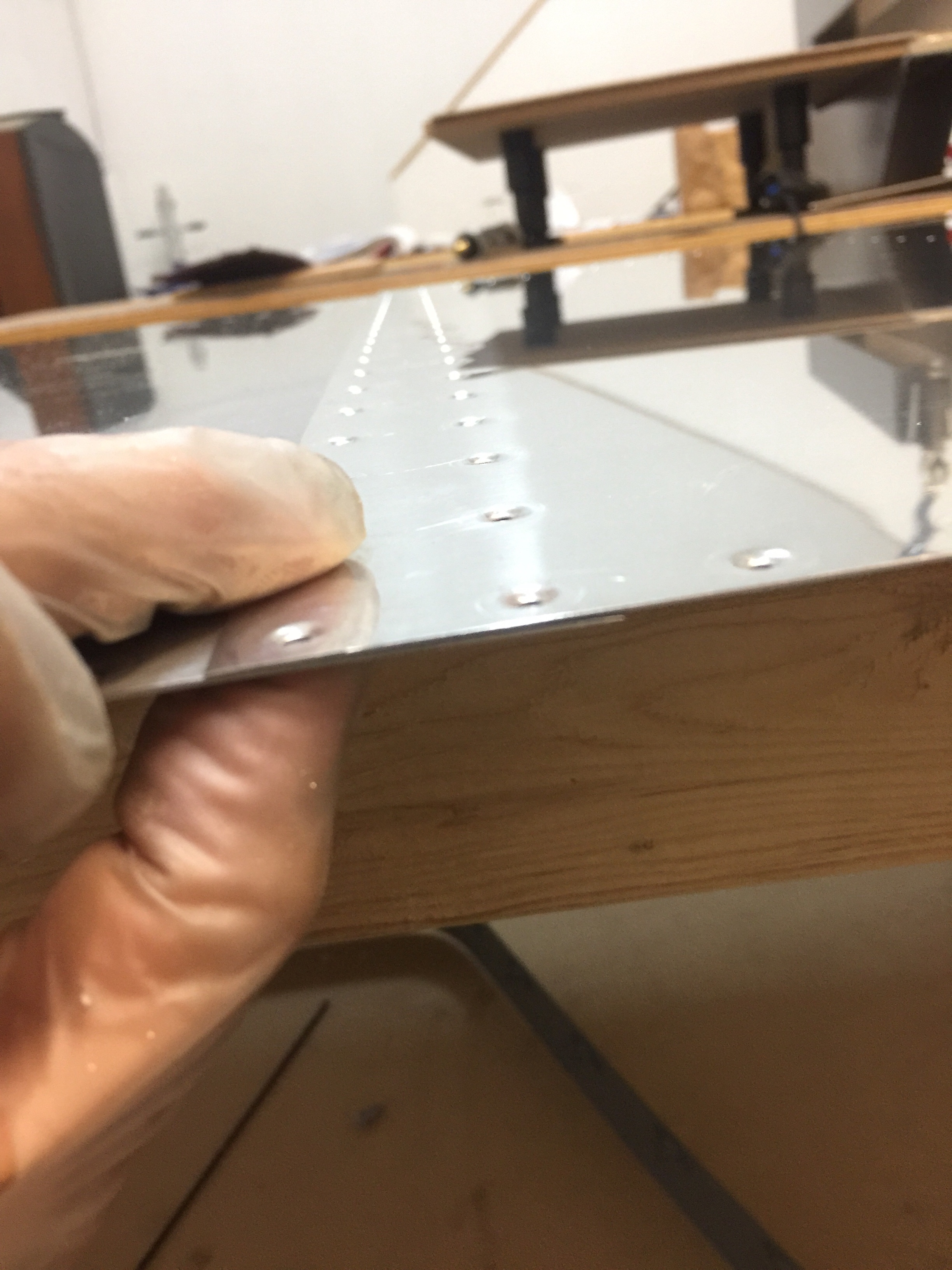
I dimpled the 0.040 rear spar and “touched up” the dimpled holes slightly with the microstop countersink. This “touch up” operation removed just a small amount of metal to make the skin dimple fit better. I drilled the splice plates for installation of the platenuts. I then deburred all holes. I dimpled the screw holes and the rivet holes for the rib and the platenut attachment. The holes for attaching to the rib and skin were slightly touched up (like the rear spar) to gain a better fit between the skin, the splice plate, and the rib. I clecoed the main skins to the wing skeleton. The skins overlap, outboard skin over inboard. This means that the doubled skins would protrude above the aft edge of the tank skin at the spar. I filed the corners of these skins, starting at a point 3 or 4 inches from the corner, making each of them progressively thinner toward the edge. This formed a sort of “scarf joint” and lowered the forward edge, making a clean joint with the tank skin. It was NOT necessary to scarf the whole width of the skin, just the corner.

I had arrived at the point of no return; the point where things started to go together permanently. I made a close inspection to assure that everything was clean and proper before continuing.
ASSEMBLING THE WING LEADING EDGE
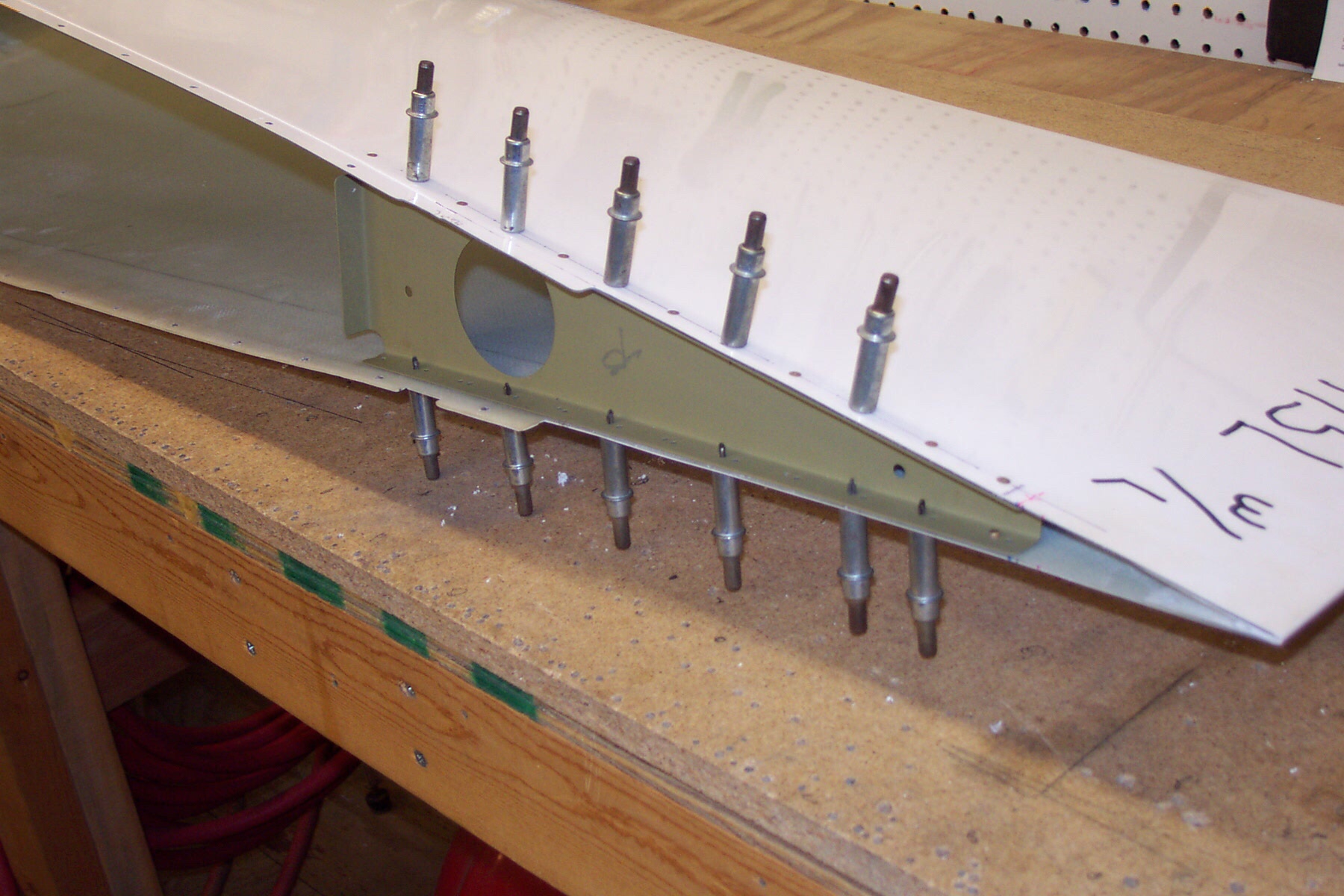
I riveted the Leading Edge Assembly by fitting the skin into the cradle and then clecoing in the ribs and the splice plate. After making sure that the holes at the aft end of the ribs are exactly aligned, I riveted the aft most rivets on the top and bottom using a rivet squeezer. I finished the riveting by working from the rear towards the L.E. one hole at a time.


INSTALLING THE LEADING EDGE
I installed the leading edge assembly on the wing skeleton. While the main skins are off, there was just enough room to reach in and rivet the rib flanges to the spar web. This required an offset rivet set. I remembered that the outboard ribs are riveted together in assembly with the spar web. After I riveted the ribs to the spar, I riveted the spanwise row of rivets, top and bottom, along the main spar web, using a rivet squeezer.


I then installed the fuel tank on the wing, with screws in every other hole, top, bottom and around the leading edge. I installed about half the bolts in the Z-brackets.
RIVETING THE TOP SKINS
With the outboard leading edge riveted in place and the tank installed it was time to rivet the top main skins. While it would have been possible for one person to install the first set of main skins, it was much easier with the help of my wife Linda. I riveted the inboard skins first, because the outboard skins overlap them. I began by clecoing the inboard skin in position (wing walk doublers, too) and started riveting. To assure maximum skin tightness, I riveted from the center rib of each skin outward towards the root and tip. I did this on both the inboard and outboard skins, and saved the double row of rivets at the lap joint until last.
INSTALLING THE AILERON BRACKETS
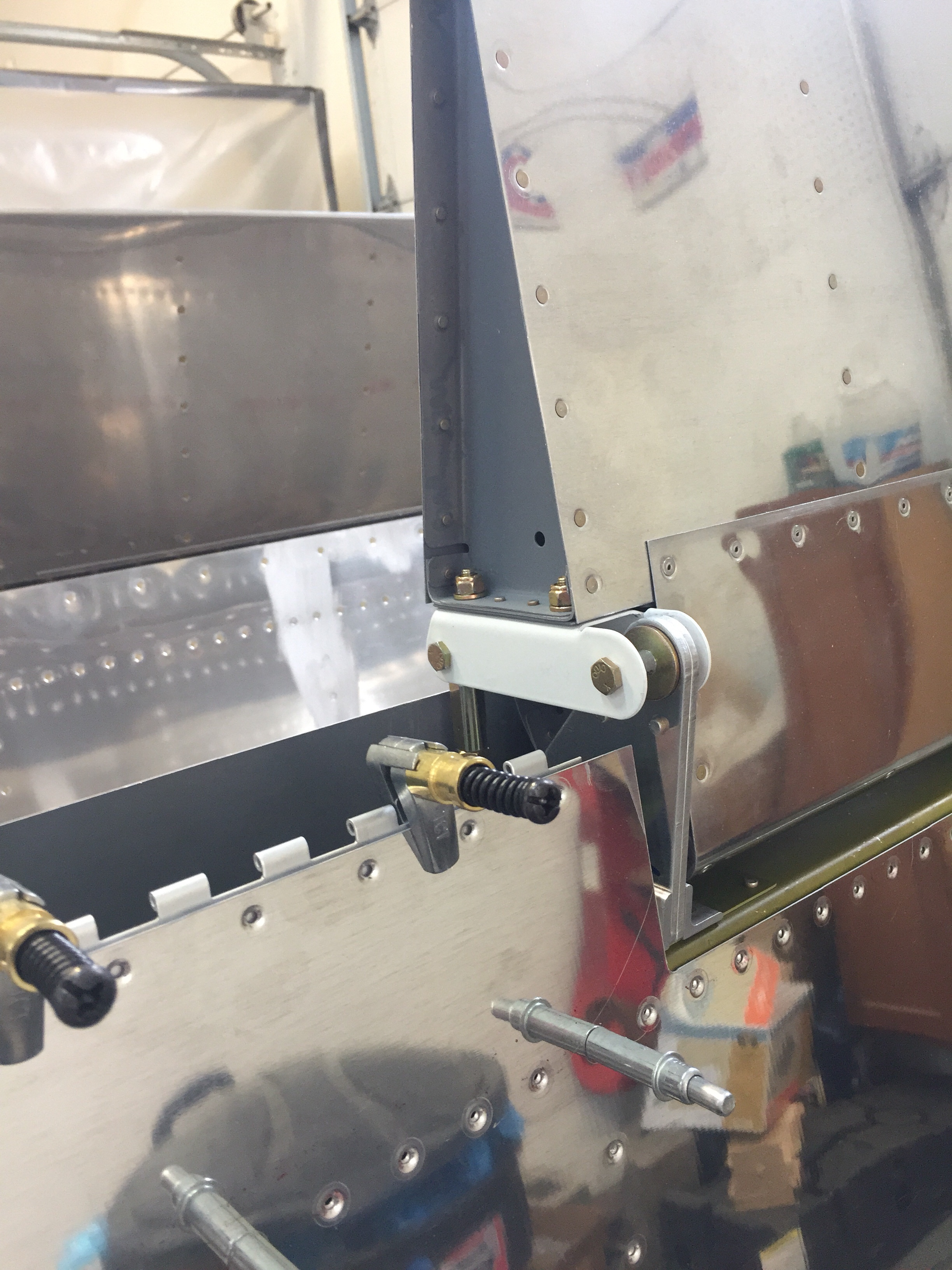
I assembled the Aileron bracket assemblies and installed them on the rear spar by lining up the matched holes, drilling, deburring, and riveting.
INSTALLING THE FLAP BRACE AND AILERON GAP FAIRINGS
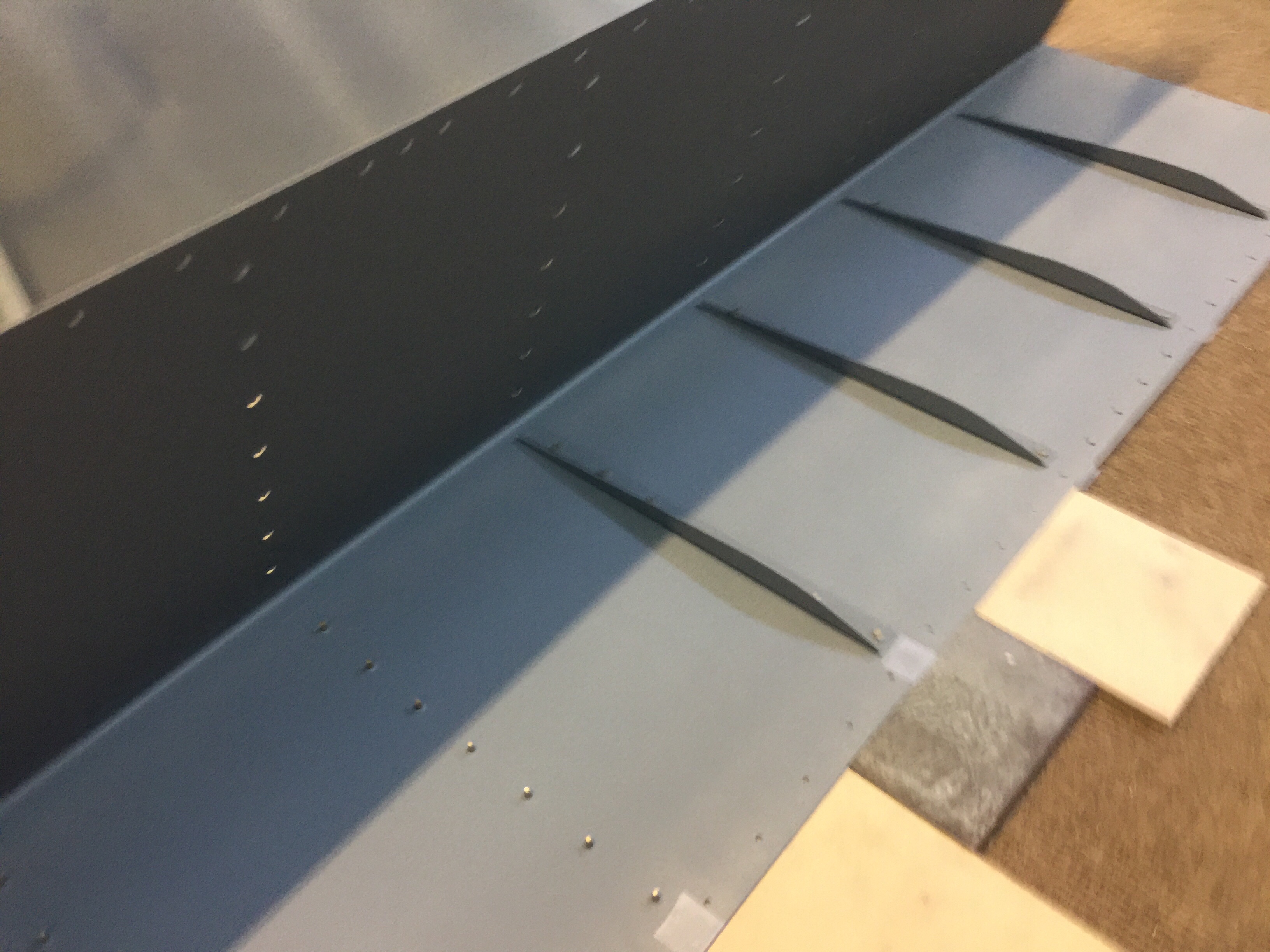
I drilled, deburred, and dimpled where required, and riveted the flap brace to the rear spar. I drilled the aileron gap fairing to the rear spar. I drilled, deburred, and dimpled where required, and riveted the aileron gap fairing to the rear spar.
RIVETING THE BOTTOM SKINS
The bottom skins were riveted by beginning with the inboard skin and riveting it to the rear spar, between the inboard wing walk ribs. This meant pulling the skin back until I could reach the rear spar with a bucking bar. While it is possible for one person to rivet the bottom skins working solo if they use some sort of tape/rope/clamp system to peel the skin back, I found the job easier with a helper. I had be careful when pulling the skin back. If I were to have tried to bend it too sharply, I would have gotten an unsightly, and irreparable, kink. I worked in an “L” pattern, riveting toward the tip along the rear spar, then about halfway up the wing rib. Before the skin was riveted all the way to the main spar, I moved to the next bay and repeated the process. After the second bay was partially riveted, I completed the first. The riveting got much easier as I moved forward, because of the improved access through the larger holes in the ribs and the inspection openings. Once the inboard skin was riveted, the outboard was installed the same way, beginning on the inboard rib and working toward the tip. I laid the skin back down after every bay or so and checked to see that all the holes in the skin and the skeleton were still aligned and that the skin was not “creeping” outboard.

Time: 12 hours.