
The fuel tanks are also the inboard leading edge of the wing, so they are constructed in a manner similar to the outboard leading edge. However, the tank is removable so the tank ribs can not be permanently attached to the spar. The tank is attached to the wing two ways. Flush machine screws fasten the skin to the spar flanges and bolts hold the fuel tank attach brackets (mounted on the rear tank baffle) to the spar web. The tank is also held to the fuselage by the attach angle.

I first marked a vertical centerline on the forward and aft flanges of all the attach angles.

Then I found the exact lengthwise center of each flange and drilled a 1/8″ hole in one flange of each attach angle. I set one angle aside and drilled a #12 hole in the center of the other flange on the remaining six. When I was done, six of the attach angles had a 1/8″ hole in one flange and a #12 in the other. The seventh attach angle had one 1/8″ hole in one of the flanges and the other flange was blank.
I clecoed the six drilled Attach Angles to the aft side of the pre-punched main wing spar so I could have good access with the drill. I positioned them so the centerline was centered in the pre-punched holes in the spar. I clamped the angles in place and drilled the remaining holes using the spar as a guide.

I then removed the angles and drilled & riveted the nutplates to them, then bolted them in place on the front of the main wing spar.
I clecoed the Baffle to the forward side of the Attach Angles. I checked to see that the centerlines on the angles were visible through the holes in the baffle.
I clecoed the seventh attach angle to the tank baffle between the baffle and the spar. I verified that I could see the centerline on the angle through the holes in the baffle and the spar. I then back drilled through the spar for the three AN3 bolts that attach the angle to the spar. I did not drill the other four holes through the baffle to the angles yet.
I installed the three nutplates on the aft side of the spar.
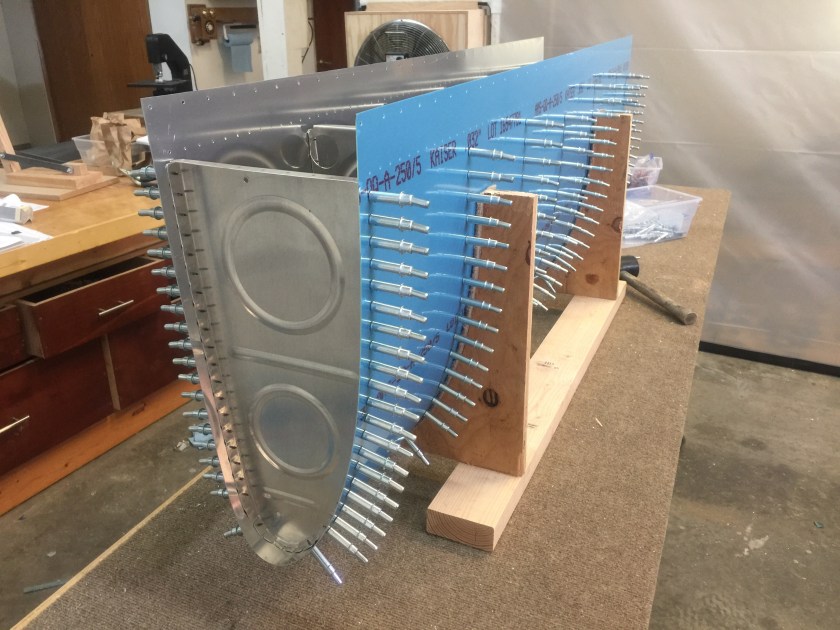
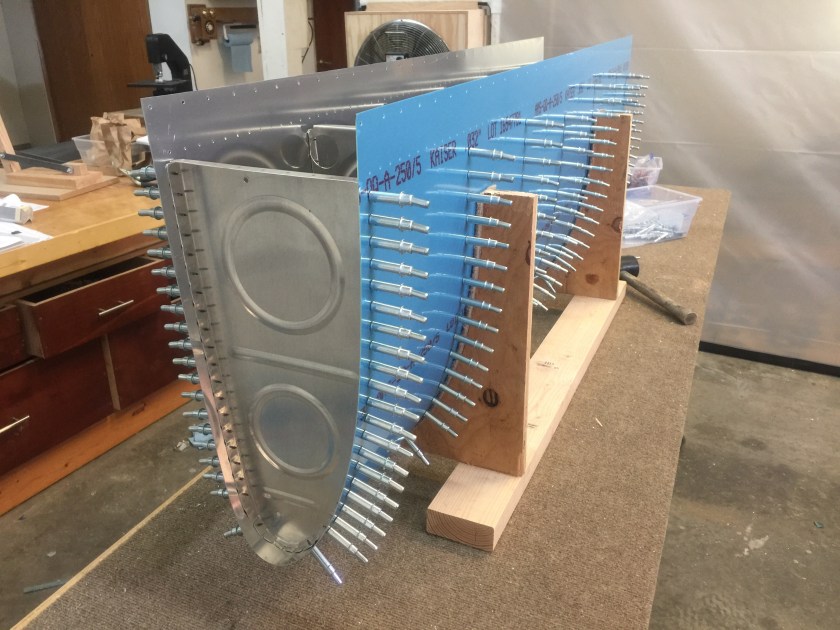
Next came the fitting of the tank skins to the ribs and rear baffle.
I completed the remaining rib preparation details by bending the flanges to 90 degrees and by fluting the ribs. I used a square to check the flanges and a straight edge to check the ribs for rivet hole alignment.
I then fabricated all of the tank stiffeners. I rounded all the stiffener corners, deburred the edges, then clecoed and finally drilled them to the skin.
I clecoed the tank skin to the baffle (still fastened to the spar) and the wing spar. The fit between the spar, baffle, tank skin and leading edge needed to be perfect. I elongated the holes in the baffle inboard or outboard as necessary to allow the baffle holes to align with the skin holes when it was clecoed to the spar.
I then removed the skin and clecoed all the tank ribs to the baffle. I drilled the rib/baffle/attach bracket holes to full size. I used a drill stop to prevent damaging the spar.
I removed the vinyl from the inside of the tank skin and clecoed the skin to the ribs, baffle and spar.
I then match drilled the tank skin to the Joint plate.
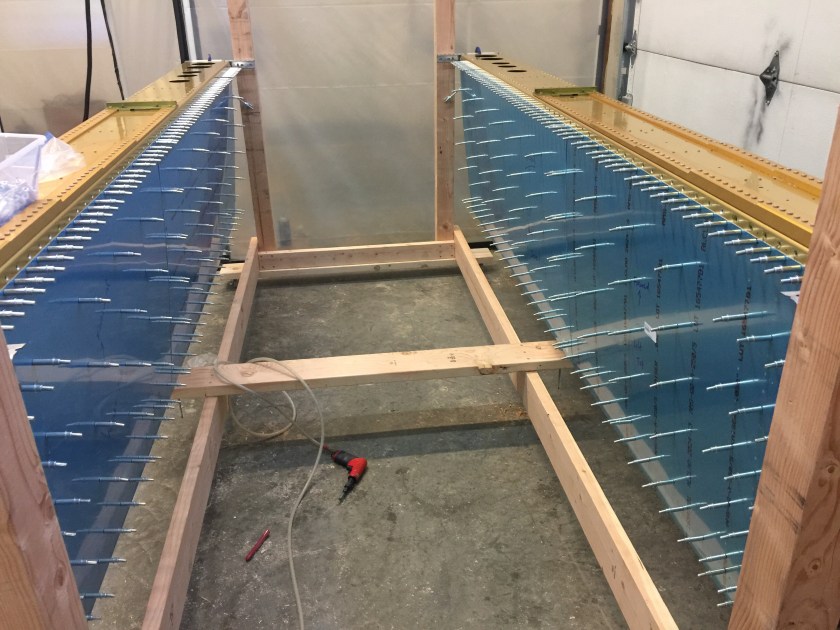
I removed the clecoed tank assembly from the wing, and drilled all the rivet holes to final size. (Doing so off the wing prevented accidentally drilling into the spar).
I machine countersunk the spanwise rows of holes in the tank skin (not the baffle) that attached the skin to the baffle. I kept the baffle in place so that the pilot had a good hole to guide the countersink. This made it easier to slide the baffle into position on final assembly.
I then drilled the spar attachment screw holes and the Joint Plate screw holes to final size using a #19 drill.
Finally I disassembled the tank, marking all parts so they could be easily returned to the same location.
I fabricated the tank attach angle and pre drilled it with the rivet holes.
I clamped the reinforcing plates in place on the end ribs and drilled the attach holes.

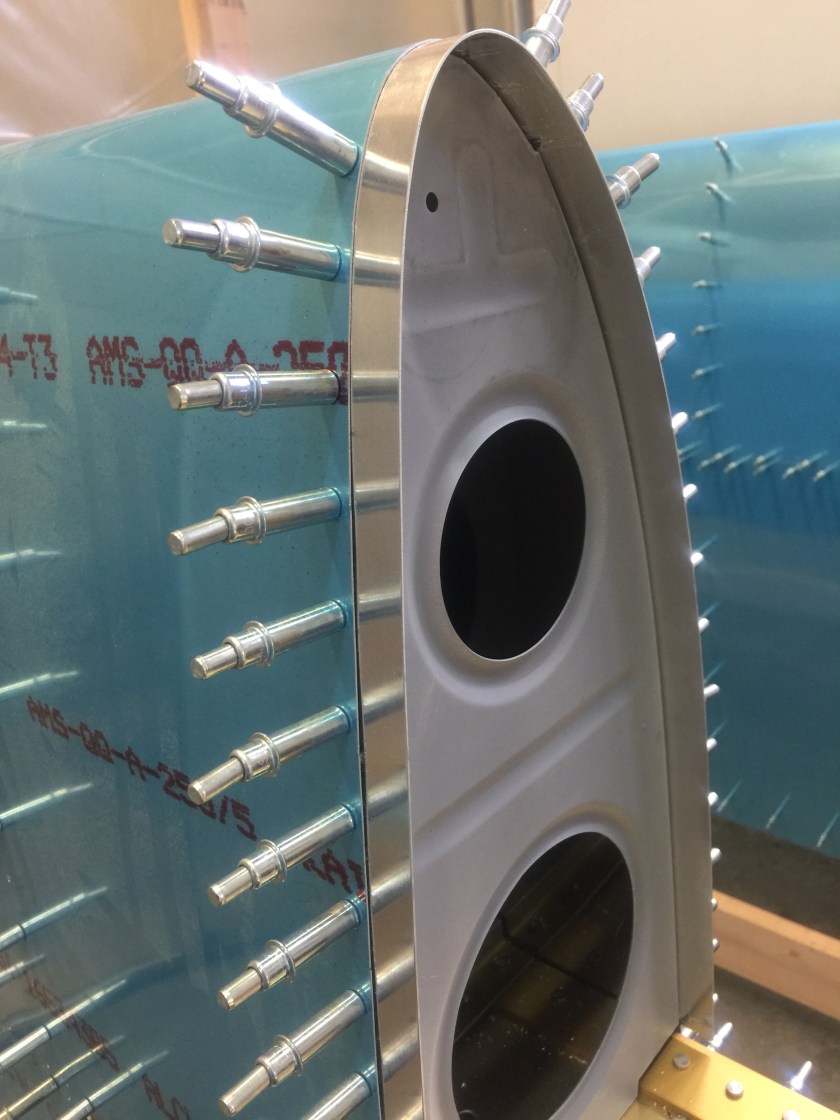
I modified the inboard end ribs by cutting the large hole for the access cover using a flycutter on a drill press.
I clamped the cover plate on the rib with the flat forward edge aligned with the stiffener bead, and with an equal distance to the top and bottom rib flanges. I then drilled all of the screw holes, clecoing as I went (making sure the hole for the fuel pick-up was oriented toward the top of the tank). I removed the cover plate and clecoed the reinforcing ring in place.
I drilled all of the platenut rivet attach holes. I removed the stiffener ring, deburred all the holes, dimpled the rivet holes in the rib, and machine countersunk the rivet holes in the stiffener ring for the dimples. I riveted the stiffener ring and the platenuts in place. The gasket under the cover plate would seal these rivets, so they did not have to be set with tank sealant.
I then fit and drilled the fuel cap flange. I used the cap (installed in the cap flange) as a guide for centering the flange in the tank skin opening. I noted that the cap flange had two slight bends in it to help it to conform to the curve of the tank skin. I made the fuel vent clip from a scrap piece of aluminum and drilled it for installation sharing one of the cap flange rivets. I then countersunk the top of the fuel cap flange to accept the dimples in the tank skin.
I centered the drain flange on the prepunched hole and drilled it to the tank skin. I then machine countersank the holes for the attach rivets.
I dimpled the skins and ribs.

I did not prime any area that would be on the inside of the tank because fuel could have an adverse effect on the primer, or (worse) vice versa. At this point, all parts of the tank were deburred, dimpled, and primed as necessary.
Time: 10 hours.




























 So we borrowed a piano dolly from Rod and Rilla and pulled it up the road to the shop with the Jeep. Linda navigated while I drove.
So we borrowed a piano dolly from Rod and Rilla and pulled it up the road to the shop with the Jeep. Linda navigated while I drove.