I began work on the fuselage by preparing the bulkheads. The first bulkhead I worked on was the firewall.
I began work on the firewall by fabricating the F-601J angles from the 2″ x 2 1/2″ stock.
Time: 2.5 hours

I began work on the fuselage by preparing the bulkheads. The first bulkhead I worked on was the firewall.
I began work on the firewall by fabricating the F-601J angles from the 2″ x 2 1/2″ stock.
Time: 2.5 hours
The tips were installed with the wings positioned in the wing cradle storage fixture.
I used the aileron control system to neutrally position the aileron, which helped to position the wingtip. I used the aileron adjustment fixture to locate the ailerons in their neutral positions and held them in place with a tape.
I sanded and filed the flange on the fiberglass wingtip so it was an even depth and width all around.
Portions of the aft end of the wing tip had to be trimmed away to provide clearance from the aileron and Aileron Hinge Bracket. I left a gap between the aileron and the tip of approximately 1/4 inch.
I slipped the wing tip into place and pushed it forward so it was tight in the wing leading edge and aligned with the trailing edge of the aileron.
I then drilled the wing tip using a #40 drill, beginning at the leading edge and working to the back and alternating holes from the top to the bottom.
I swung the aileron out of the way and slipped the wing tip rib into place. I then marked the location of the rib trailing edge on the wing tip.
I removed the tip and laid out the rivet lines (top and bottom) 5/16″ from the edge. I then clecoed the wing tip back on the wing and slipped the wing tip rib back in place. The flange edge had to be flush with the wing tip edge.
I located the rib chordwise so it fit without distorting the tip.
I then drilled and clecoed the wing tip rib to the wing tip. I removed the wing tip and machine countersunk it and then riveted the wing rib in place.

The wing tip could be riveted or screwed to the wing. The choice usually depends on what kind of access is necessary to service lights, power supplies, etc.
I decided to use screws and plate nuts to attach the wingtips to the wing. The nut plates were riveted directly to the fiberglass and the wing skins were dimpled to receive the 6-32 screw heads. The fiberglass was machine countersunk to accept the dimples of the wing skins.


Time: 8 Hours.
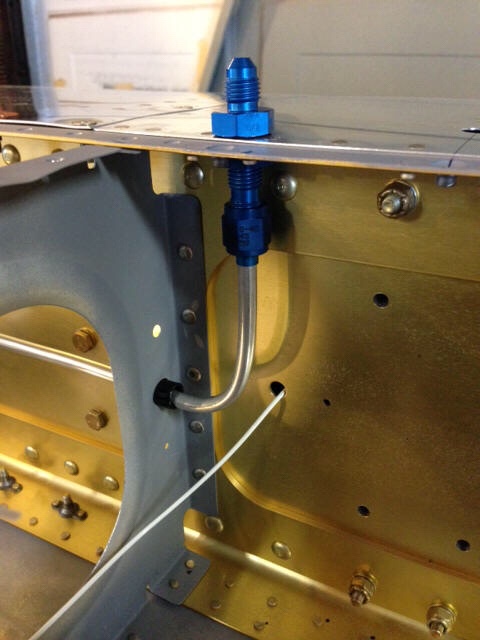
I installed the pitot line and fittings as indicated on the drawings. I installed the snap bushings in the 7/16″ holes for the Pilot line in the wing ribs, putting the low profile face of the bushing on the flange side of the rib, to ease access to the skin rivets later.
I completed the stall warning assembly instructions. I will complete the last step when installing the electrical system..
I drilled a small hole in the aileron hinge bracket assembly for the flap hinge pin to just go through. I could not get this hole exactly in line with the flap hinge line, but this was a good thing. After drilling the hole in the approximate position, when the hinge pin for the flap is inserted, the pin would spring into position after being pushed all the way through and not be able to come out on its own.
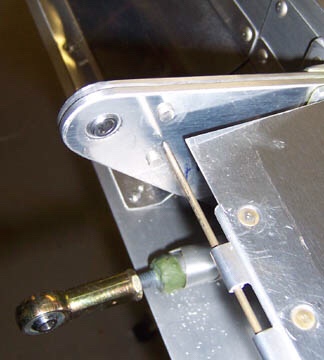
I may have to disconnect the aileron pushrod in the wing to remove this pin after the aircraft is fully assembled. This will allow me to swing the aileron out of the way for pin removal.
Time: 2 hours.
I completely finished the flaps and ailerons before I mounted them to the wing.
I positioned the wing, with the leading edge and the top main skins riveted on, in the wing cradle, leading edge down.
I assembled the aileron pushrods, priming both of them inside and out. I covered the inside by spraying into each end. I then riveted the rod ends to each pushrod.
Making sure the primer was fully cured, I then threaded the rod-end bearings and jam nuts on. I temporarily taped the pushrod where it passed through the rear spar, so when aileron was removed the primer wouldn’t be scraped away.
I install the bellcrank. The bushing in the bellcrank needed to be drilled to final size for the slip fit on the AN4 bolt. The bushing needed to be slightly longer than the aileron bellcrank. It was held firmly between the bellcrank brackets with the bolt. The bellcrank rotated around the bushing, not the bolt. This is the same way that the stick assembly would be done also. I lubricated the bushing with grease when assembling for the final time.

I connected the pushrods to the bellcrank. I used the bellcrank jig provided to set the bellcrank in the correct neutral position. I used a plumb line to position the aileron in the neutral position. I clamped the aileron in this position and adjusted the rod end bearings on the push rod until the pivot bolts at the bellcrank slipped in smoothly. I tightened the jam nuts and labeled the push rod right or left as appropriate. Final adjustments would be made to the second push rod later, when the wing would be installed on the fuselage.

Time: 8 hours.
The flaps were the easiest control surfaces on the RV-7/7A to build. The only jigging required was a level, flat surface at least 5′ long and 1′ wide. Easy or not, it was possible to build in an unacceptable twist, so I had to work with care.
I prepared the flap spars by deburring the lightening holes and polishing the edges.
I drilled and clecoed the flap ribs to the spar and then clecoed the assembly to the bottom skin. I made the spacers that go between the end ribs and the bottom of the top skin. The aft edge of the ribs needed to contact the “rear spar” bent into the bottom skin. Thin shims between the aft end of rib and the rear spar were used to achieve this contact.
After making the shims, I drilled the ribs to the rear spar.
I then drilled the ribs to the bottom skin. The line of rivets along the bottom of the spar would hold the hinge that would connect the flap to the wing. I drilled and clecoed on the hinge as well. Pinning the two halves of hinge together while drilling helped to hold the hinge straight.

Instead of dimpling the bottom of the spar, I dimpled the skin and machine countersank the spar, with the hinge clecoed on to serve as a guide for the countersink pilot. The soft hinge did not have to be countersunk or dimpled.

I then fit the top skin to the assembly. I clecoed the top skin to the spar, aligned the holes along the ribs and drilled these before drilling the line along the bottom of the flap.
I fabricated the flap attachment angle. I then fit the flap attachment angle and flap attachment plate to the inboard rib and inboard end of the spar. I riveted the flap attachment angle to the spar with the AN rivets only, leaving the holes that would attach the rib open.
After the necessary dimpling, priming, etc., I began to rivet the flap together. A cradle, made with simple V-blocks like those used in the empennage, was a useful aid. I put the flap in the cradle and removed the spar to gain access to the rear row of rivets that joined the top and bottom skins. I riveted the interior ribs to the skins, but left the end ribs clecoed.

I riveted flap attachment plate and the platenut to the inboard flap rib, then riveted the rib to the skins…I had to set these rivets before “closing the door” by putting the spar in place.
When all the ribs were riveted to the skins, I riveted the spar to the ribs with blind rivets, then riveted the spanwise lines that join the spar and hinge to the skins. I finished by riveting the end ribs.
I expected to trim the upper skin of the flap slightly when the wing would be mated to the fuselage, but for now, I left it untouched.
Time: 6 hours.
The construction technique for RV-7/7A ailerons is similar to that of the elevators. The aileron uses ribs at the ends only; light angle stiffeners support the rest of the skin. The skin stiffeners are provided with the rivet holes pre-punched but not cut to length. The aileron skin is punched to match. These are match-drilled much like the stiffeners in the empennage. I cut and trimmed the stiffeners as indicated. I then located the stiffeners on the inside of the rear aileron skin and match drilled.
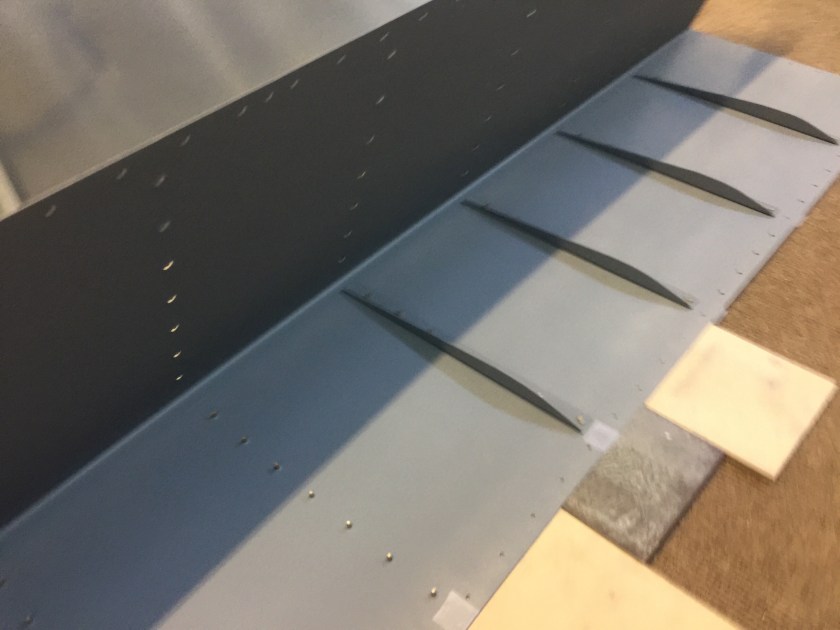
I dimpled the stiffener angles and skin. After priming, I riveted the stiffeners onto the skin, using the backriveting method. Following this, I completed the trailing edge bend using the homemade bending brake used on the empennage. The bent skins needed to be straight up to the radius and the radius had to be between 3/32” to 1/8”. I matched the degree of bend to the full size end view drawings. The upper and lower skin just touched the spar when placed in position.


The aileron spar is not symmetrical; the top and bottom flanges are bent to different angles. I checked and labeled each spar for top, bottom, inboard and outboard. I made aileron spar reinforcement brackets from supplied .040” material. Then I match-drilled using spar holes as a guide and clecoed as I went. I clecoed the aileron brackets in place and drill #12 for the attach bolts. I labeled the parts, disassembled , deburred & primed. Making sure that I left the holes that would later attach the ribs empty, I riveted the aileron spar reinforcement brackets on the spar along with the plate nut.
The wide tabs on the top of the nose ribs had no pre-punched holes, they would be match drilled from the nose skin. I fluted the center of the tab slightly to remove distortions from the manufacturing process and used the nose skin holes as a check for straightness. I then clecoed and match drilled the nose ribs to the spar.
I looked closely to be sure that had installed the aileron ribs correctly as they were not symmetrical. The tooling holes were nearer the bottom of the aileron. I clecoed and match drilled the main ribs to the spar.
I clecoed the leading edge skin and the trailing edge skin to the spar with the counterbalance pipe in place. I match drilled the skins to the skeleton including the #30 holes in the counterbalance pipe. The holes along the bottom of the spar were opened to #30 for the blind rivets. I then removed the trailing edge portion and re-clecoed the leading edge in place with the counterbalance pipe in position. Using a long 1/8” drill, I went through the lower hole that attaches the nose rib to the spar and drilled through the tab on the rib into the counterbalance pipe.
I disassembled the parts, deburred, dimpled and primed. I machine countersank the holes in the counterbalance pipe.

Attach the nose ribs to the counterbalance with blind rivets. Bend the tab on the nose rib just enough to clear the rivet tool.

I clecoed the leading edge skin to the counterbalance/rib assembly and rivet the nose ribs to the spar. Then I clecoed the aft skin to the spar. Leaving out the main ribs and the clecos along the bottom of the spar to allow access to the inside I riveted the leading edge skin and trailing edge skin to the top of the spar. Then I riveted the nose ribs to the the top half of the nose skin only, inserted the main ribs and riveted them to the spar and top of the aft skin. Then I installed the aileron brackets.

I flipped the assembly over , clecoed it together and weighted it down on the flat work surface. I blind riveted the counterbalance pipe to the leading edge skin. Checking that the aileron was flat, I riveted the bottom side of the nose rib to the skin. I then riveted the bottom side of the main ribs to the aft skin. Lastly, I blind riveted the leading edge and aft skins to the spar.

Time: 8 hours.
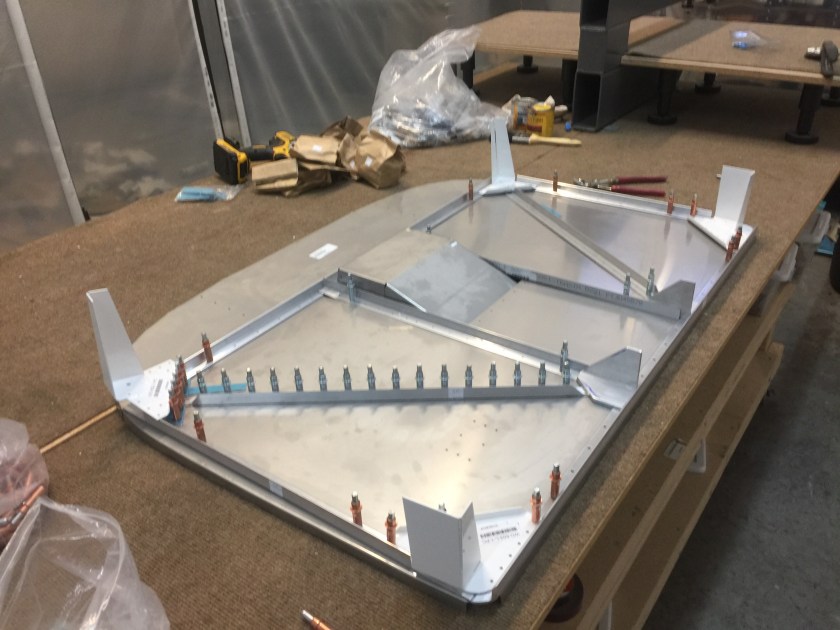
There is a definite order in installing the wing skins. First, the leading edge (built off the wing) is installed. Then the top main skins are installed. The wing is then rigid enough to remove from the stand and install the ailerons, flaps and work on the internal details. After that is complete, the wing is laid, top down, on a large table and the bottom skins are riveted.
WING SKIN PREPARATION AND ASSEMBLY
I removed the skins, deburred and dimpled them. I completed Steps 5-6 of the Stall Warning Installation Instructions by deburring and dimpling (the parts are riveted when riveting skins). I prepared the skeleton while it is still fastened to the stand. I drilled a 7/16″ hole in the left outboard leading edge skin and the left main spar flange for the pitot tube fitting. I dimpled the ribs with the pneumatic squeezer. The 0.063 main spar channel was too thick to dimple so it was machine countersunk.

I dimpled the 0.040 rear spar and “touched up” the dimpled holes slightly with the microstop countersink. This “touch up” operation removed just a small amount of metal to make the skin dimple fit better. I drilled the splice plates for installation of the platenuts. I then deburred all holes. I dimpled the screw holes and the rivet holes for the rib and the platenut attachment. The holes for attaching to the rib and skin were slightly touched up (like the rear spar) to gain a better fit between the skin, the splice plate, and the rib. I clecoed the main skins to the wing skeleton. The skins overlap, outboard skin over inboard. This means that the doubled skins would protrude above the aft edge of the tank skin at the spar. I filed the corners of these skins, starting at a point 3 or 4 inches from the corner, making each of them progressively thinner toward the edge. This formed a sort of “scarf joint” and lowered the forward edge, making a clean joint with the tank skin. It was NOT necessary to scarf the whole width of the skin, just the corner.


I had arrived at the point of no return; the point where things started to go together permanently. I made a close inspection to assure that everything was clean and proper before continuing.
ASSEMBLING THE WING LEADING EDGE
I riveted the Leading Edge Assembly by fitting the skin into the cradle and then clecoing in the ribs and the splice plate. After making sure that the holes at the aft end of the ribs are exactly aligned, I riveted the aft most rivets on the top and bottom using a rivet squeezer. I finished the riveting by working from the rear towards the L.E. one hole at a time.


INSTALLING THE LEADING EDGE
I installed the leading edge assembly on the wing skeleton. While the main skins are off, there was just enough room to reach in and rivet the rib flanges to the spar web. This required an offset rivet set. I remembered that the outboard ribs are riveted together in assembly with the spar web. After I riveted the ribs to the spar, I riveted the spanwise row of rivets, top and bottom, along the main spar web, using a rivet squeezer.



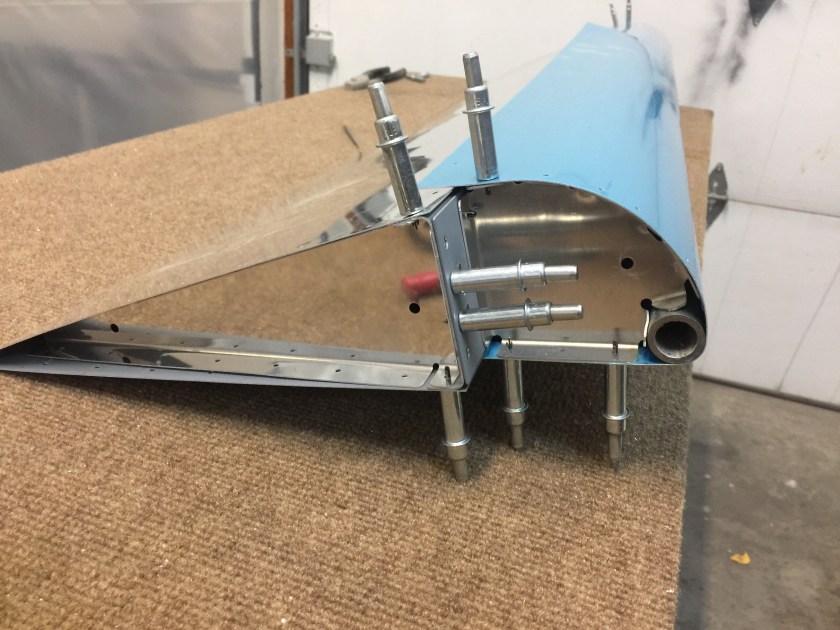
I then installed the fuel tank on the wing, with screws in every other hole, top, bottom and around the leading edge. I installed about half the bolts in the Z-brackets.
RIVETING THE TOP SKINS
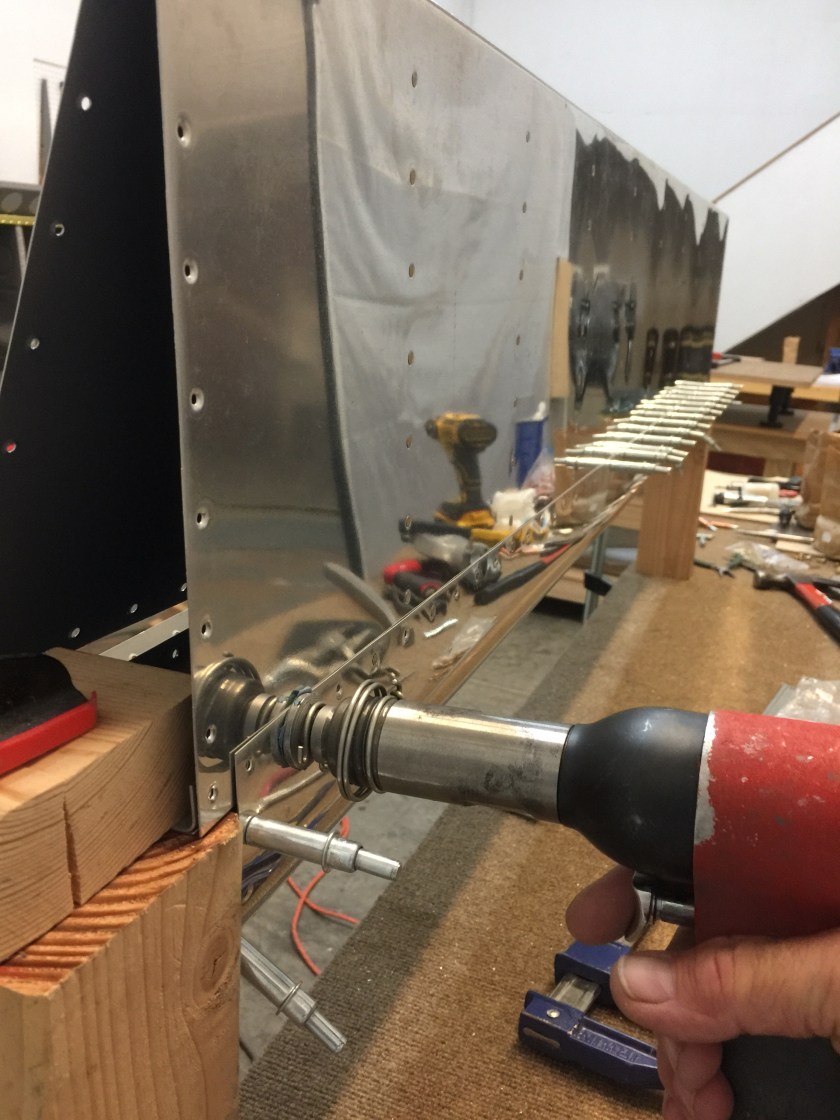
With the outboard leading edge riveted in place and the tank installed it was time to rivet the top main skins. While it would have been possible for one person to install the first set of main skins, it was much easier with the help of my wife Linda. I riveted the inboard skins first, because the outboard skins overlap them. I began by clecoing the inboard skin in position (wing walk doublers, too) and started riveting. To assure maximum skin tightness, I riveted from the center rib of each skin outward towards the root and tip. I did this on both the inboard and outboard skins, and saved the double row of rivets at the lap joint until last.
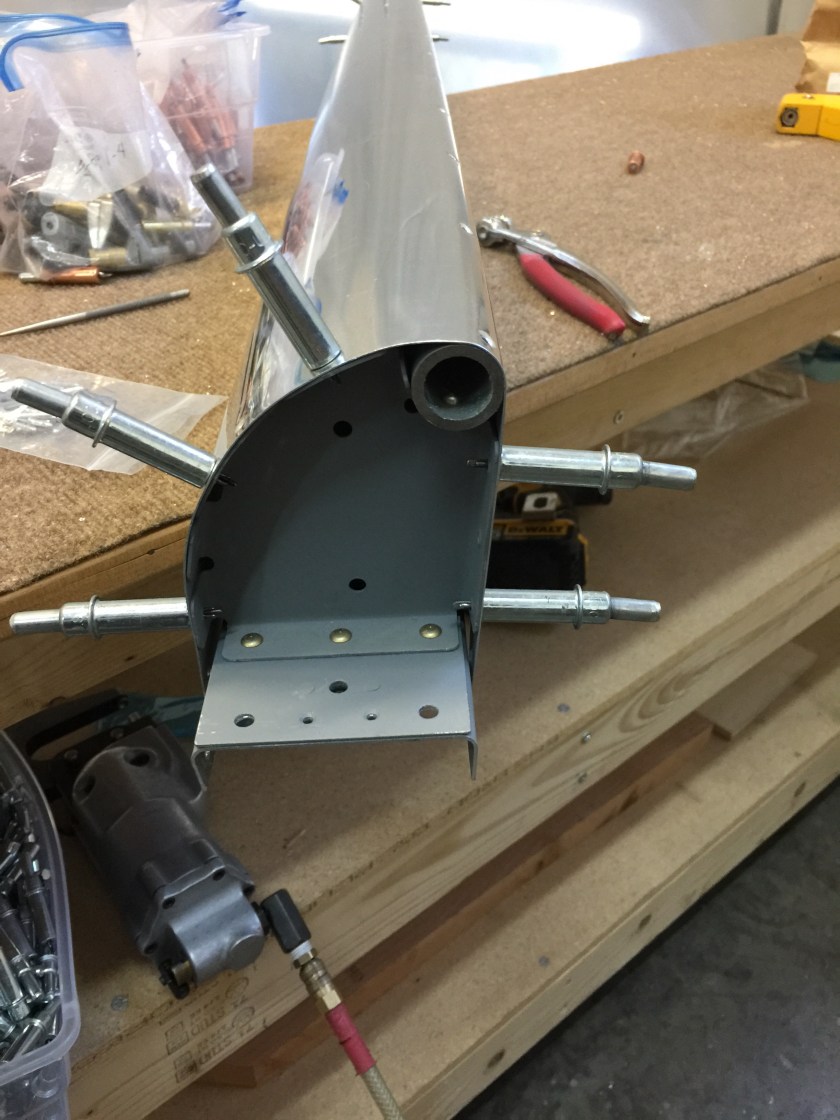
INSTALLING THE AILERON BRACKETS
I assembled the Aileron bracket assemblies and installed them on the rear spar by lining up the matched holes, drilling, deburring, and riveting.
INSTALLING THE FLAP BRACE AND AILERON GAP FAIRINGS
I drilled, deburred, and dimpled where required, and riveted the flap brace to the rear spar. I drilled the aileron gap fairing to the rear spar. I drilled, deburred, and dimpled where required, and riveted the aileron gap fairing to the rear spar.
RIVETING THE BOTTOM SKINS
The bottom skins were riveted by beginning with the inboard skin and riveting it to the rear spar, between the inboard wing walk ribs. This meant pulling the skin back until I could reach the rear spar with a bucking bar. While it is possible for one person to rivet the bottom skins working solo if they use some sort of tape/rope/clamp system to peel the skin back, I found the job easier with a helper. I had be careful when pulling the skin back. If I were to have tried to bend it too sharply, I would have gotten an unsightly, and irreparable, kink. I worked in an “L” pattern, riveting toward the tip along the rear spar, then about halfway up the wing rib. Before the skin was riveted all the way to the main spar, I moved to the next bay and repeated the process. After the second bay was partially riveted, I completed the first. The riveting got much easier as I moved forward, because of the improved access through the larger holes in the ribs and the inspection openings. Once the inboard skin was riveted, the outboard was installed the same way, beginning on the inboard rib and working toward the tip. I laid the skin back down after every bay or so and checked to see that all the holes in the skin and the skeleton were still aligned and that the skin was not “creeping” outboard.

Time: 12 hours.
Since I am using a float type fuel sender, I adjusted and checked it before I closed the tank. I made an electrical check with a multimeter which showed about 32 ohms when the sender was in the “full” position and about 240 ohms in the “empty” position. I installed the fuel pick-up tube and positioned it so it lay on the bottom of the tank. I used a small amount of sealant to seal the rivet holes. I then double checked all final details before installing the baffle and closing the tank. I checked that the tank vent line was in, and that its outlet was at the tank high-point. I checked the vent line bulkhead fitting to see that it was tight and that it had been installed with sealant. Once I was sure that everything was in order, I applied sealant to the tank skin from the rivet holes forward. Upon installation the baffle acted as a squeegee and the bead of sealant was pushed ahead as the baffle was moved forward. I used a maximum of 3/16′ bead of sealant. I put a bead of sealant along the inside edge of the flange on each end rib. I put a heavy glob of sealant where each corner of the baffle would meet the end ribs (this is one of the most common locations for leaks). I put a very thin smear of sealant around each of the rivet holes on the back flanges of the fuel tank ribs. I noticed that the tank ribs had a larger notch in the lower corner than in the top corner at the rear flange. This was to allow any water that might condense in the tank to run to the low point and be drained. I was careful not to allow the tank sealant to block off this path. With the tank sitting in the cradle, I installed the rear baffle assembly by dropping it straight down onto the rear flanges of the ribs. I put a cleco in every hole of the fuel tank skin to baffle joint. After clecoing, I inspected the skin to see if it was pillowed out between the clecoes. The contact surface of the tank baffle flange required pressure to force out the excess sealant. The easiest way was to apply cleco clamp between each set of rivets and squeeze out the excess. I twirled the closed end blind rivets in sealant and set them in the top and bottom baffle-to-rear rib-flange holes. The fuel tank attach brackets were installed last. I checked to be sure that the platenuts had been installed on them because it would have been much more difficult to do it once they had been riveted to the tank. I put a very light smear of sealant over each hole for mounting the fuel tank attach brackets. I noted that the brackets on each end of the tank used solid rivets, not blind rivets. While double-checking with the drawings, I clecoed each bracket in place. I was careful to get them oriented correctly because they would have been shortly very difficult to change. I installed the blind rivets in the fuel tank attach brackets after twirling them in sealant. I finished all of the riveting and cleaned the excess sealant off the tank.
To mount the cover plate I used an 1/8” inch thick bead of fuel tank sealant between the cover plate and the inboard rib. I dabbed a small blob of sealant on threads of each attach screw, insert them into the holes, and tightened them sequentially until the sealant bulged evenly about 1/32” from underneath the perimeter of the sender plate. The sealant also formed a small gasket around each screw head.


I installed the Fuel Level Sending Units with sealant using the appropriate hardware. I did not install the rubber gasket supplied by the manufacturer. I used the same procedure for sealing the sending unit as was accomplished above. A continuous electrical path was necessary between the airframe and the sender plate so I made sure that at least one of the screw heads was making metal to metal contact with the outside of the sender plate. I conducted a final electrical continuity test for the sender units with an Ohm Meter by probing the tank body and the sender center screw to ensure proper operation. I waited 48 hours and then conducted a fuel tank leak check using the FUEL TANK TEST KIT obtained from Vans Aircraft.
Time: 16 hours.
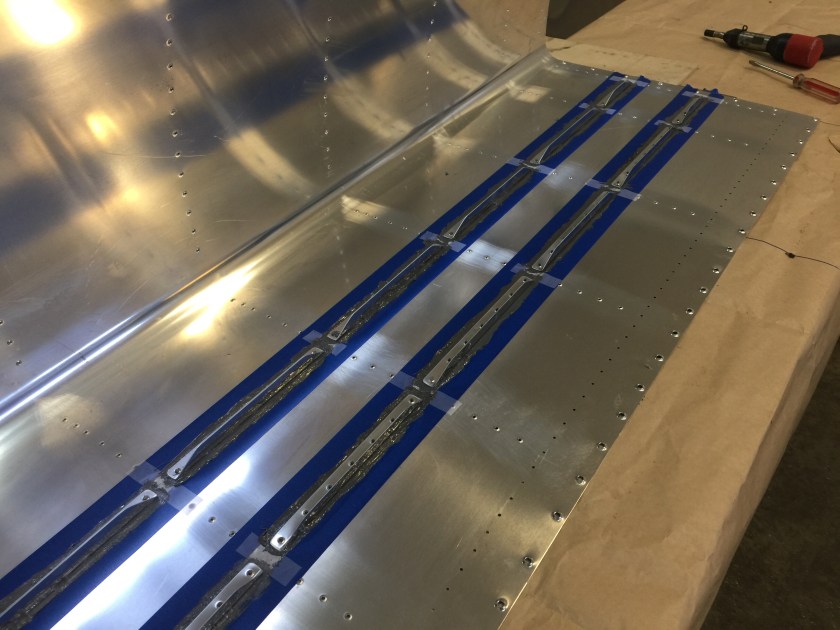
The tank is riveted together just like any other structure with one very important difference which is that sealant is applied between the parts to any seam through which fuel could conceivably leak including every rivet. I roughened all the mating surfaces using a scotchbrite pad. I scored the aluminum well, so the sealing compound will have more surface to grip. I cleaned the manufacturing residues and oils off all the rivets by sloshing them in a jar of solvent and drying them on a clean rag. I cleaned the mating surfaces of the skin, stiffeners and ribs including every surface that the sealer is applied to. It was essential that the surface of the aluminum be clean when the sealer was applied. Not just kind-of-clean or clean enough. Clean. After cleaning, I was careful to not pollute the areas to be sealed. I didn’t even touch them because oils from my skin would affect the bond of the sealant. The tank sealant was mixed as accurately as possible. This was done by weight following the instructions supplied with the sealant. When mixing sealant, I did not mix too much at one time. A batch the size of four or five golf balls was usually enough for one work session. The sealant provided 45 to 90 minutes of working time. I measured weight as accurately as possible and mixed it thoroughly before applying. In order to use the sealant as soon a possible, I had all the work well planned and the tools all laid out. I had the container of Xylene nearby for the frequent tool cleanings that were necessary during riveting. I was able can peel away overflow on areas that I wanted to keep clean by strategically applying plastic tape before spreading the sealant (such as along the areas of the skin that had to mate flush with the wing spar or splice plate). After thoroughly mixing the sealant, I used Popsicle sticks to apply an approximately 1/16″ thick layer to the parts being riveted. In the first work session I riveted on the stiffeners. Back-riveting worked well here, so I spread a thin layer of sealant on the inside of the skin, covering the area the stiffener will contact, and then inserted the rivets into the skin from the outside and taped them in. Then I pressed the stiffener into place. The sealant oozed out around all the stiffener edges. When the stiffener was firmly seated, I back riveted it permanently into place. Even more sealant squeezed out as the rivets set. I cleaned this away, making neat fillets around all the edges of the stiffener with the curved end of the Popsicle stick. Then I dabbed a bit of sealant over every rivet head.

I riveted the drain flange, fuel cap flange and clip to the skin, using sealant in the same way.


I covered the aft tooling holes in the outboard end ribs by riveting on a small plate. After each session I cleaned everything that I did not want to have a permanent coat of sealant. It was much easier to clean up before the sealant set.
For the next session, I riveted all the interior ribs to the skin working in the “cradle.” When assembling the tank, I clecoed all ribs to the skin to keep the assembly straight. I started riveting with the rib next to the outboard one. After this rib was clecoed in place with sealant I could remove the outer end rib for easy riveting access. I removed the ribs one at a time, applied sealant, and then riveted. When riveting the ribs to the skin I worked from the leading edge to the trailing edge. I inserted the rivets and set them with a squeezer or a rivet gun, as appropriate. I used the Popsicle sticks to form the squeezed-out sealant into fillets in the rib/skin joint. I applied extra sealant to the rivet heads.


Next, I installed the inboard end rib. After the rivets joining this rib to the skin were squeezed, I installed the bracket and the nose reinforcing plate (fitted to the inside contour of the skin) on the leading edge of the inboard end rib. I put a thin layer of sealant on the sealing surfaces. I then sealed and riveted the other nose reinforcing plate to the outboard end rib used six rivets. I applied a generous fillet of sealant around the inside of the end ribs where they joined the skin, particularly at the very leading edge. Also I made sure the outboard end rib aft tooling hole had been sealed. Finally, I cleaned excess sealant from the rear of the ribs and skin where the baffle would later rest and cleaned sealant smeared on the outer surfaces.
Time: 8 hours.
